
科研一角:电火花深长孔加工新工艺实验研究及加工原理解析
科研一角 || 电火花深长孔加工新工艺实验研究
01
电火花机床加工原理
现代制造工艺已是决定能否在国际领域获得优势的核心要素,脉冲放电成型便是其中一种。脉冲放电成型需要在特定介质内实施,借助电火花的瞬间释放来移除工件材料。采用电火花加工技术时,工具电极和工件之间不存在物理接触,因此不会产生明显的机械作用力,而是通过脉冲放电的方式,瞬间形成极高温度,使工件材料熔化甚至气化,以此实现具有特定几何精度和表面质量要求的精密制造过程。电火花加工的原理图示见图1,图1中的(a)部分展示了脉冲放电时放电通道的建立过程,(b)部分显示了表面熔化或汽化的物质形态,(c)部分描绘了蚀除材料在放电通道中的聚集情况,(d)部分呈现了极间熔化和汽化产物汇集成蚀除碎屑的景象。
电火花加工的物理过程十分短暂且错综复杂,每个过程中的放电现象涉及电动力、电磁力、热动力、流体动力以及电化学的共同影响,接着将工具电极的轮廓转移到工件表面,从而实现加工目标。
02
电火花深长孔加工应用领域及加工方法
深孔加工工艺在国防、航空、航天及汽车制造领域应用普遍。比如,用于加工发动机中带有凸起涡轮盘、叶轮,或是在空心涡轮叶片上钻制冷却用孔洞,此外,熔融沉积式三维打印技术也常用于制作喷嘴出丝结构所需的微小孔道。深孔加工领域多数工艺仍沿用机械钻孔的传统技术,例如早期的扁钻,以及20世纪初的枪钻技术,还有后来改进的BTA法和DF法深孔加工工艺。采用接触方式去除工件材料时,特别是在深径比较大的深孔加工中,刀具显得细长,刚性差,强度不足,容易导致刀具发生偏移,并且难以顺利排出切屑。当前科技不断进步,深长孔制造方法日益丰富,激光处理、电子射线处理、电解处理以及电火花处理等特殊制造方式在深长孔制造某些方面展现出独到之处,特别是电火花类装备在特殊材质深孔类制造中扮演着关键角色,例如,精密微腔、繁复曲面、高深宽比和高长径比的深窄沟槽与转角、微细孔洞等,选用电火花处理通常能获得更佳成效。电火花加工的专用机器,包括高速小孔电火花机床、线切割电火花设备、成型电火花机床等。
高速电火花小孔加工技术显著攻克了机械领域深小孔制造难题,其部分工艺优势是其他技术无法比拟的。细管电极在加工时旋转速度迅猛,使用方便,展现出高效率、高精度、高稳定性的长处,然而也存在放电空间狭小、易形成锥度和圆角、工具电极磨损量大等不足之处。
电火花线切割机加工不但具备电火花加工的常规特性,而且无需制作造型繁复的电极,即可塑造以直线为基准的各类平面轮廓,并且割出的缝隙非常细。操作期间,这种技术不会将所有多余物质都变成废料,从而提升了能源和原材料的利用效能。它的问题也很突出,电极丝在切割时容易发生意外断裂,穿引丝线时操作繁琐,加工孔洞类零件前必须先钻预备孔才能穿线,导致孔位准确度欠佳。
电火花加工设备主要用来加工各类模具、精密零件等导电材料的复杂内腔和曲面形状,加工精度很高,表面质量很好,加工效率也很快。这种设备应用范围广,能够从倾斜面或曲面处切入,用来加工不通孔、深孔、斜向孔以及形状特殊的孔洞等,不过使用这种加工设备必须准备相应的成型电极,而制作复杂或特殊的电极会比较困难。科技持续进步,产业公司不断研发新型装备和工艺,苏州电加工机床研究所推出了SE-WK018数控电火花微孔设备,瑞士GF公司制造了DRILL 300五轴电火花钻孔系统,还开发了GF加工方案,显著提升了深长孔的加工性能,因此,本文构思了全新实验配置,探索了一种创新的长深孔加工技术。
03 电火花深长孔加工新工艺及实验研究
这项研究旨在寻找一种深长孔加工的新方法,在苏州新火花型号为SPZ450的设备上安装了自行研发的电磁驱动装置,比较了传统电火花加工机、PID控制磁力驱动器以及该电火花加工机协同控制两种加工模式,改进了相关加工参数,验证了电磁驱动电火花加工在深长孔加工的放电情况、加工效率、工具磨损程度和加工精确度等方面的优越性。
3.1 电火花深长孔加工实验装置及方案设计
图2 加工实验装置图
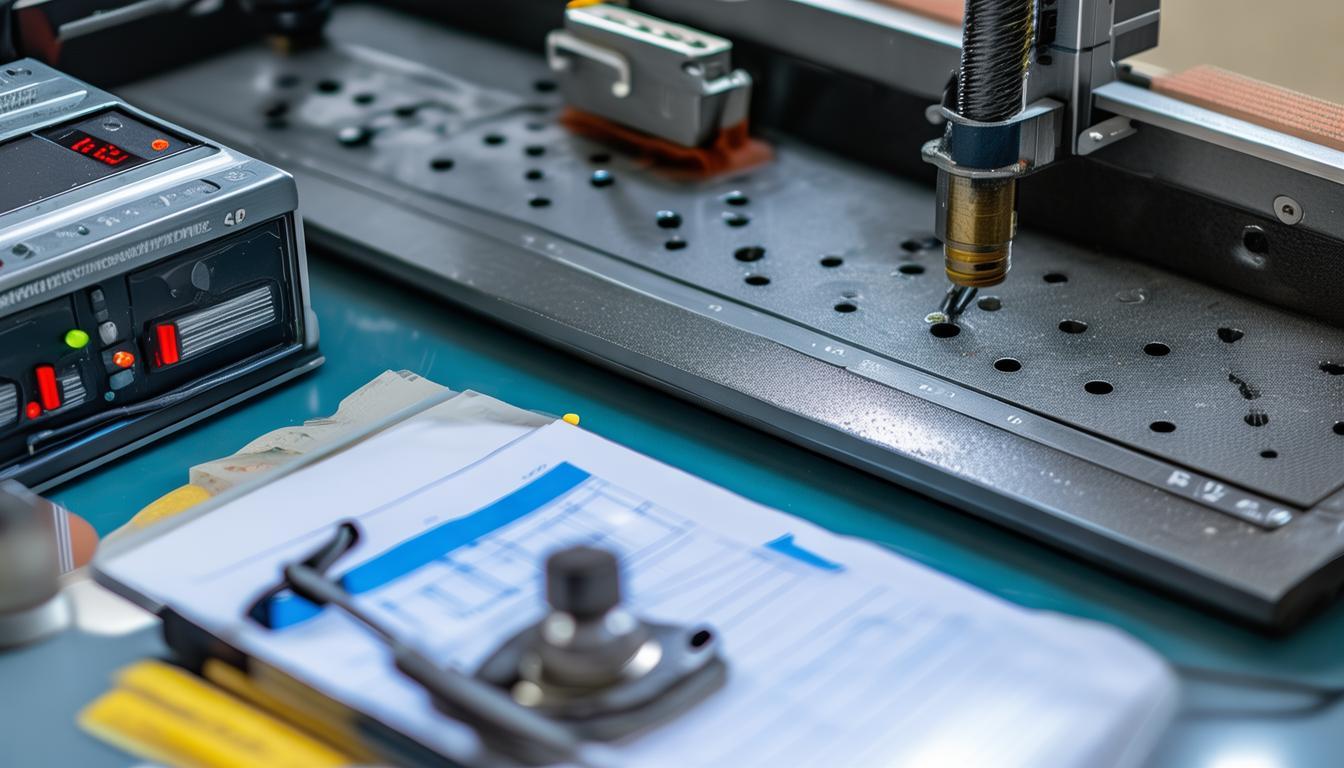
为了确保实验结果可靠,参照工艺文件和实际操作经验,两种加工模式下电火花机床的参数保持一致,具体数值见表1。加工期间通过多次测量计算平均值,将实验分为两个批次进行,每个批次均需加工10个深度为1毫米的孔洞,同时记录下每个孔洞的加工时长和实际反馈电压读数。
3.2 实验及结果分析
为比较电磁驱动电火花机床与常规机床加工孔时的性能差异,本次研究将针对间隙反馈电压数值、切削速率表现、电极磨损程度以及加工精确度等指标展开验证。
采用两种方法实施电火花孔加工时,借助间隙电压检测装置测量反馈电压值,持续跟踪放电情形,并经由数字信号处理器完成数据收集。当放电情形呈现短路状态,反馈电压显示为0伏特;若放电情形处于开路状态,反馈电压则记录为3伏特,经放大30倍后,实际电极间电压达到90伏特。传统电火花加工的反馈电压曲线展示在图3中,电磁驱动装置和机床联合进行电火花加工的反馈电压曲线展示在图4中。
对比两种加工方法下的电压反馈数值,可以了解到,采用磁力驱动器控制系统的孔加工,其电压在1.5伏特区间内变动,反应十分频繁,这导致电火花次数增多,同时降低了电路中断和短路的发生概率,确保了加工过程的顺畅进行。相比之下,传统电火花机床的电压反馈数值波动幅度很大,无效的电火花现象更为普遍。
检测电火花切削的快慢,把两种切削方法分成两拨,在一样环境中操作,为了防止操作中出现的随机现象和意外电击,每一拨要加工十个孔,用厚度两毫米的金属进行穿透,记录总共耗费的时刻,再算出平均数。两种切削法加工的深度和时刻的关联,如图五所示。
图3 传统电火花加工反馈电压图
图4 电磁驱动器与机床协同电火花加工反馈电压图
图5 两种加工方式下加工深度与时间变化图
研究表明,常规的放电加工效率不如采用驱动器操控的加工方式,在孔深达到1毫米之前,两种加工方式的效率相差无几,当孔深继续增加时,协同加工的效率显著超越传统放电加工的效率。驱动器操控能够优化电极间的放电情形,维持较为稳定的加工空间,帮助碎屑顺利排出,因此能够达成稳定且高效的放电加工过程。
04
结语
与常规的电火花成型工艺对比,采用磁力驱动装置的电火花特种工艺,在处理深细孔洞时,有助于优化放电环节的运作状况。
运用单一变量测试,探究了制作机制,识别出若干要素,这些要素作用于制作速率、器具磨损程度以及制作精确度。
磁力驱动器与传统电火花加工机床联合操控的深长孔电火花加工,显著提升了作业速率,同时优化了工件表层加工品质。为了推动机械制造领域深长孔加工技术的进步,探索了一种创新加工方法,让特种加工在机械制造行业展现更优的效能与功能。
探究深长孔制造的关键点,构建精准的脉冲放电成型模拟体系,研制应用电磁作用装置的深长孔制造专用机器,构成了接下来核心的发展路径。
 请小编喝杯咖啡吧!
请小编喝杯咖啡吧!